Автоматизированная установка для наплавки труб

Установка обеспечивает выполнение сварных швов и наплавки слоев металла при обработке трубных заготовок из углеродистых и низколегированных сталей, высоколегированных и аустенитных сталей, алюминиевых сплавов, высоконикелевых материалов типа NIBAS 625, INCONEL 625, Hastelloy G35.
Максимальная длина наплавляемой трубы — 12000 мм
Диапазон диаметров наплавляемых труб — 38...300 мм
Диапазон толщин наплавляемых труб — 3,0...25,0 мм
Максимальный вес наплавляемой трубы — 2500 кг
Диаметр проходного отверстия патрона вращателя — 310 мм
Количество сварочных горелок — 2 шт.
Диапазон основной скорости подачи проволоки — 1...25 м/мин
Общий вид комплекса
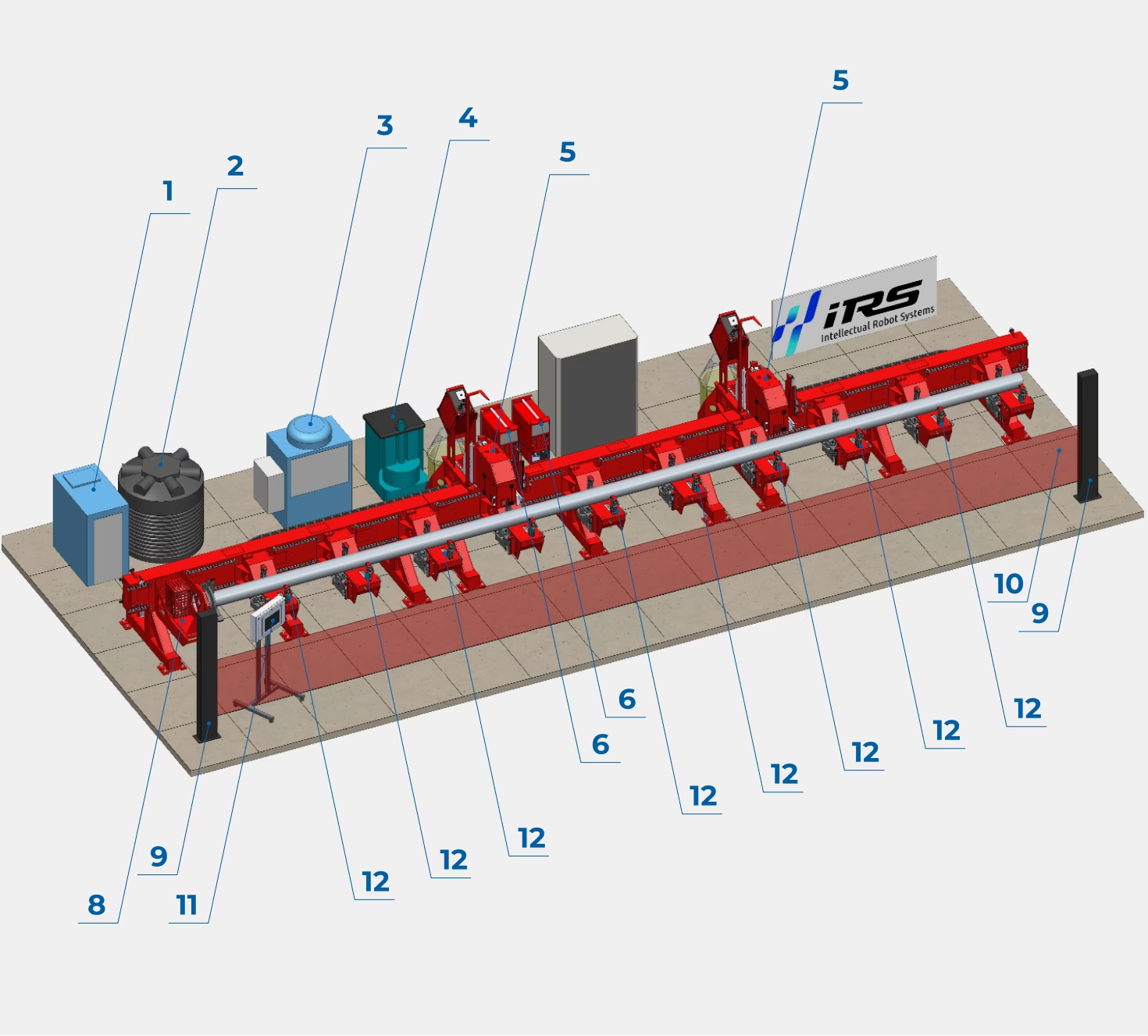
- Насосная станция
- Бак с охлаждающей жидкостью
- Чиллер промышленный 1 комплект
- Фильтровентиляционная установка
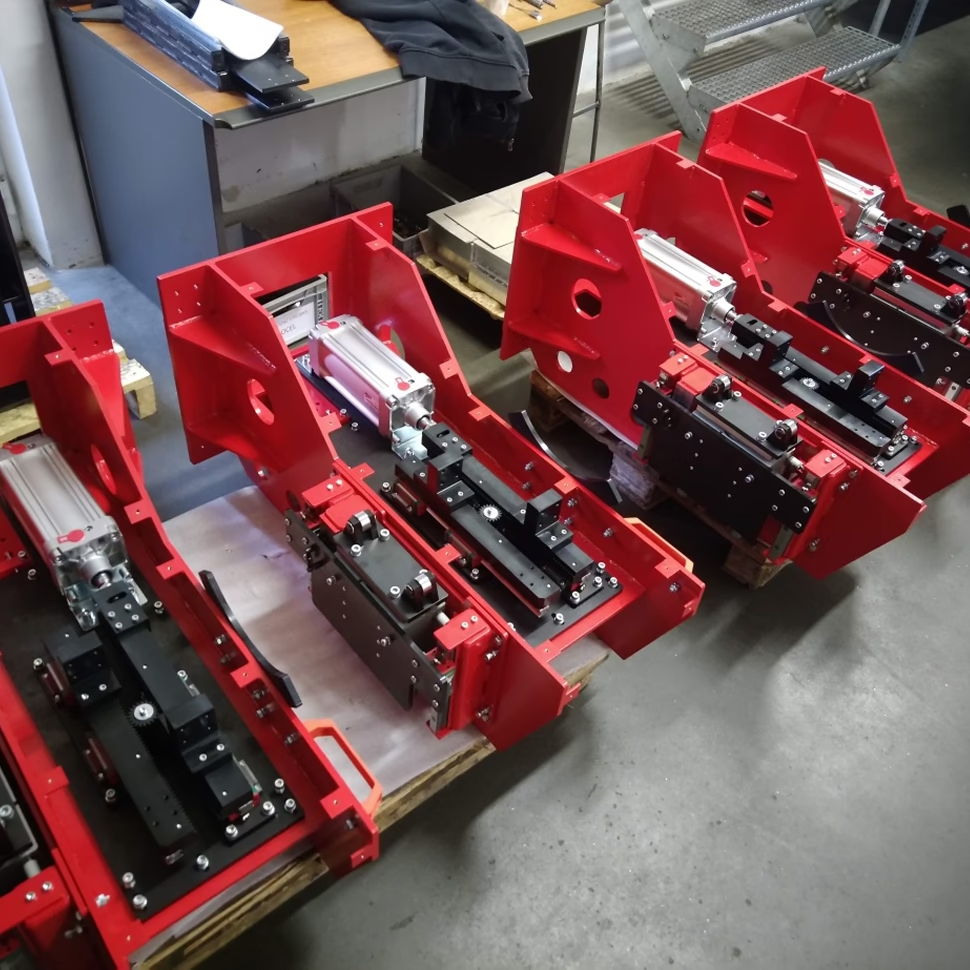
- Каретка наплавочная приводная
- Пульт дистанционного управления сварочным источником
- Сварочная горелка
- Механизм подачи сварочной проволоки
- Бочка сварочной проволоки типа
- Сварочный источник
- Сварочный аппарат
- Система автономного охлаждения сварочного оборудования
- Шкаф управления установкой
- Бабка вращателя одноосевая передняя с полым валом
- Стойка лазерного ограждения (барьера)
- Лазерный барьер безопасности
- Пульт управления установкой мобильный
- Опора подвижная
Работа комплекса
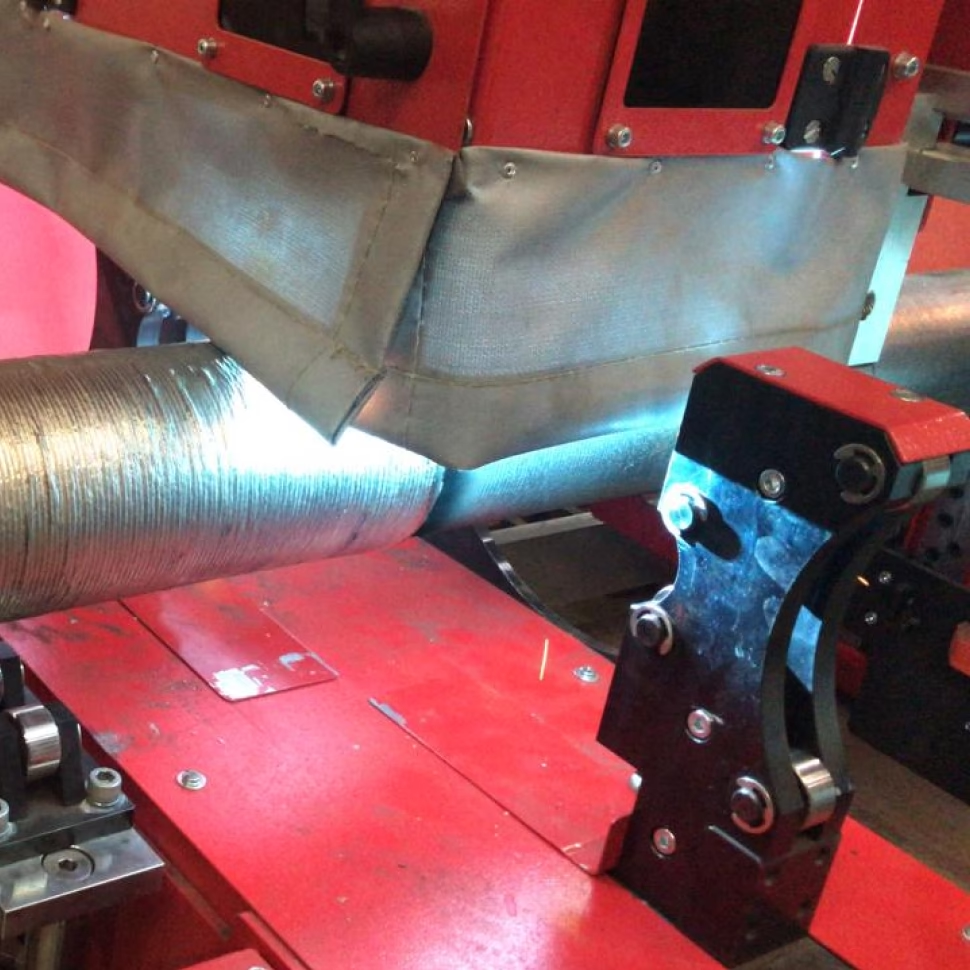

Вид сварочного процесса: МИГ/МАГ сварка проволокой сплошного сечения с расширенными технологическими возможностями в нижнем положении
Сварочные возможности:
- Сварка на постоянном токе с естественным переносом металла
- Сварка импульсной дугой с мелкокапельным переносом металла
- Сварка с принудительным отделением капель металла («холодный перенос» металла). Управление отделением капли осуществляется специальным алгоритмом изменения тока и напряжения
- Сварка с принудительным отделением капель металла («холодный перенос» металла). Управление отделением капли осуществляется специальным алгоритмом изменения тока, напряжения и возвратно поступательным движением сварочной проволоки
- Процесс со специальным алгоритмом управления током при переносе металла в сварочную ванну (c управляемым капельным переносом) для управления тепловложением, повышения стабильности и подавления разбрызгивания
- Процесс с глубоким клиновидным проплавлением (сварка погруженной дугой)
- Комбинированный процесс сварки с двумя чередующимися по времени формами импульсов или двумя чередующимися типами переноса наплавляемого материала (пример: струйный +крупнокапельный, для обеспечения глубокого проплавления и хороших внешних характеристик сварочного шва.)
- Режим стабилизации проплавления при изменении вылета электродной проволоки за счёт автоматического динамического регулирования скорости подачи проволоки
- Режим стабилизации длины дуги при импульсной сварке за счёт контроля длины дуги кратковременными замыканиями дугового промежутка в процессе переноса капли металла
Основной материал обрабатываемых изделий:
- сварка углеродистых и низколегированных сталей в углекислом газе
- сварка углеродистых и низколегированных сталей в смеси М21 (Ar+5-25%CO2)
- сварка высоколегированных и аустенитных сталей в смеси М12 (Ar+2...5%CO2)
- сварка высоколегированных и аустенитных сталей в углекислом газе
- сварка алюминиевых сплавов в аргоне
- сварка и наплавка высоконикелевых материалов типа NIBAS 625, INCONEL 625, Hastelloy G35 в аргоне и смесях типа ArHe, ArHeHCO2

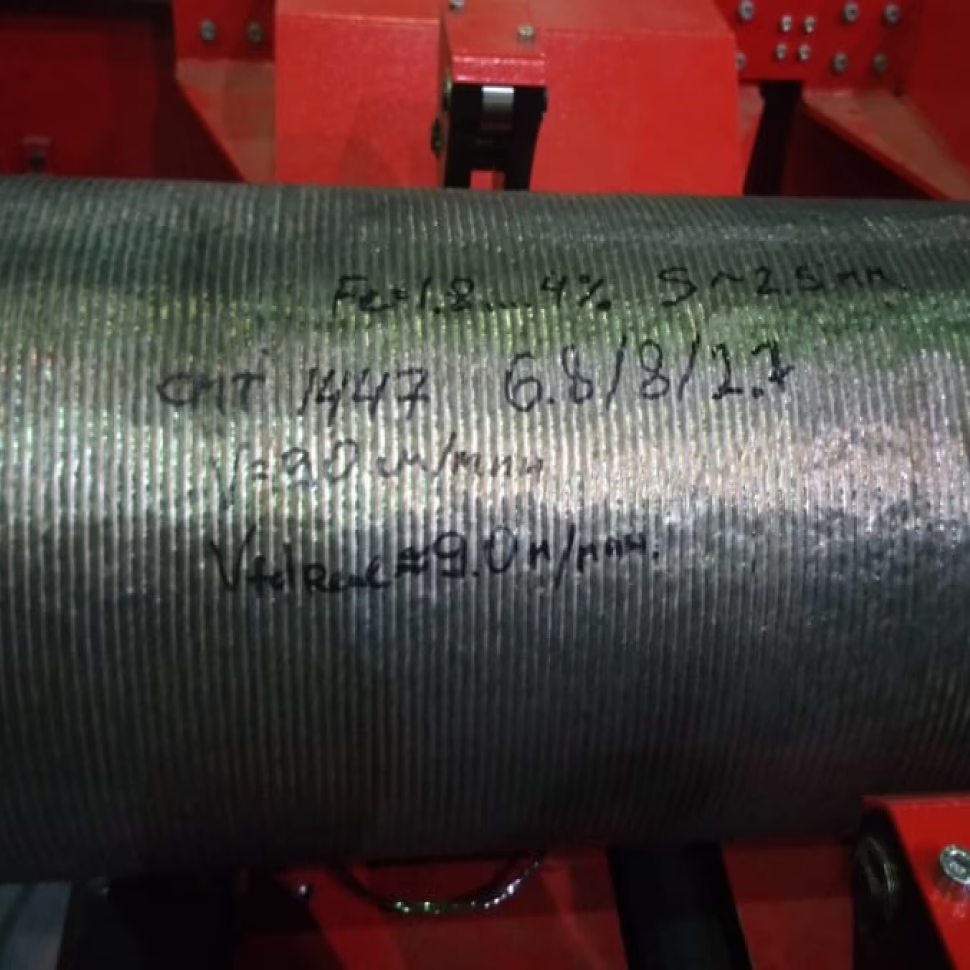
Галерея реализованных проектов














