Роботизированный комплекс для MIG/MAG сварки электрических шкафов

Роботизированный комплекс предназначен для последовательной сборки и сварки изделий из тонколистового металла, установленных на двух независимых автоматизированных оснастках. Медные элементы и упоры приспособлений имеют жидкостное охлаждение (реализованное посредством промышленного чиллера), что позволяет эффективно отводить тепло от заготовки в процессе всего цикла сварки. Каждая из двух оснасток является перенастраиваемой и поддерживает 6 типоразмеров изделий.
Назначение: сварка электрических шкафов
Материал изделий: сталь
Толщина изделий: 1,0; 1,5 мм
Количество типоразмеров изделий: 6
Минимальные габариты обрабатываемых изделий (Д×Ш×В): 400×300×220 мм
Максимальные габариты обрабатываемых изделий (Д×Ш×В): 1200×750×300 мм
Общий вид комплекса
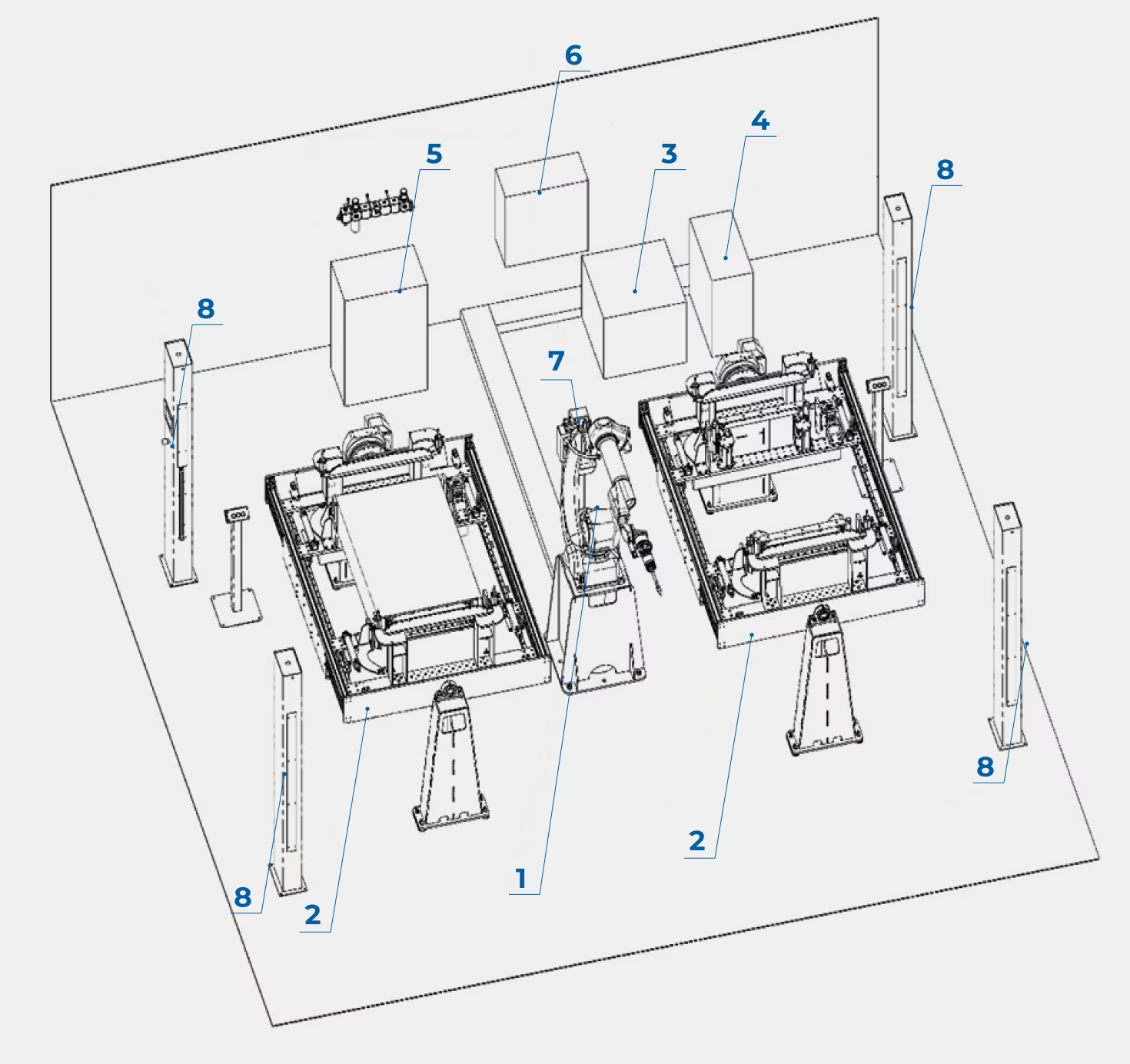
Основные компоненты комплекса
- Промышленный робот
- Комплект автоматизированной оснастки:
- комплект сборочно-сварочной оснастки
- одноосевой позиционер
- Контроллер промышленного робота
- Сварочный источник питания
- Промышленный чиллер
- Шкаф управления
- Станция очистки сварочной горелки
- Защитные световые барьеры
Компоненты системы

Промышленный робот-манипулятор
Тип — шарнирно-сочлененный антропоморфный
Количество осей — 6
Грузоподъемность — 12 кг
Повторяемость позиции — ±0,03 мм
Радиус рабочей зоны — 2272 мм
Средняя потребляемая мощность (с учетом 5 доп. осей) — 15 кВт
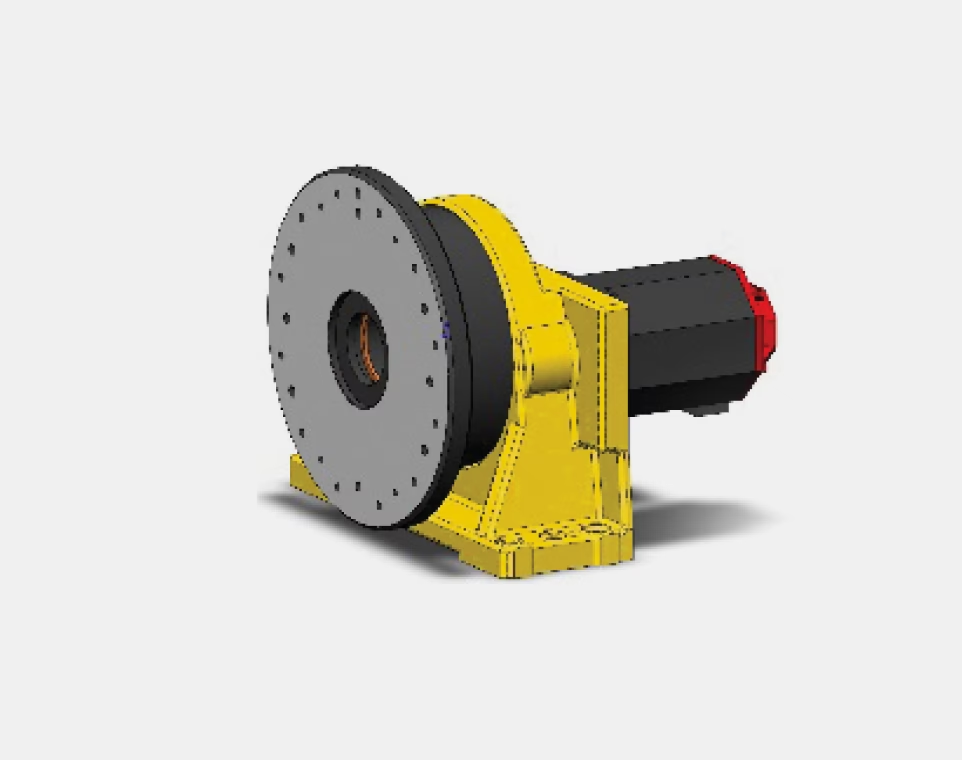
Одноосевой позиционер
Количество осей — 1
Максимальная грузоподъёмность — 500 кг
Максимальный крутящий момент — 735 Н*м
Повторяемость — ±0,02 мм

Сварочный источник питания
Охлаждение сварочной горелки — жидкостное
Диапазон сварочного тока — 3–500 А
Сварочный ток при 10 мин./40 °C (ПВ): 40% 500 А, 60% 430 А, 100% 360 А
Диапазон выходного напряжения (MIG/MAG) — 14,2–39,0 В
Напряжение холостого хода — 71 В
Энергопотребление в нерабочем состоянии — 34,1 Вт
КПД источника тока при 500 А/40 В — 89 %
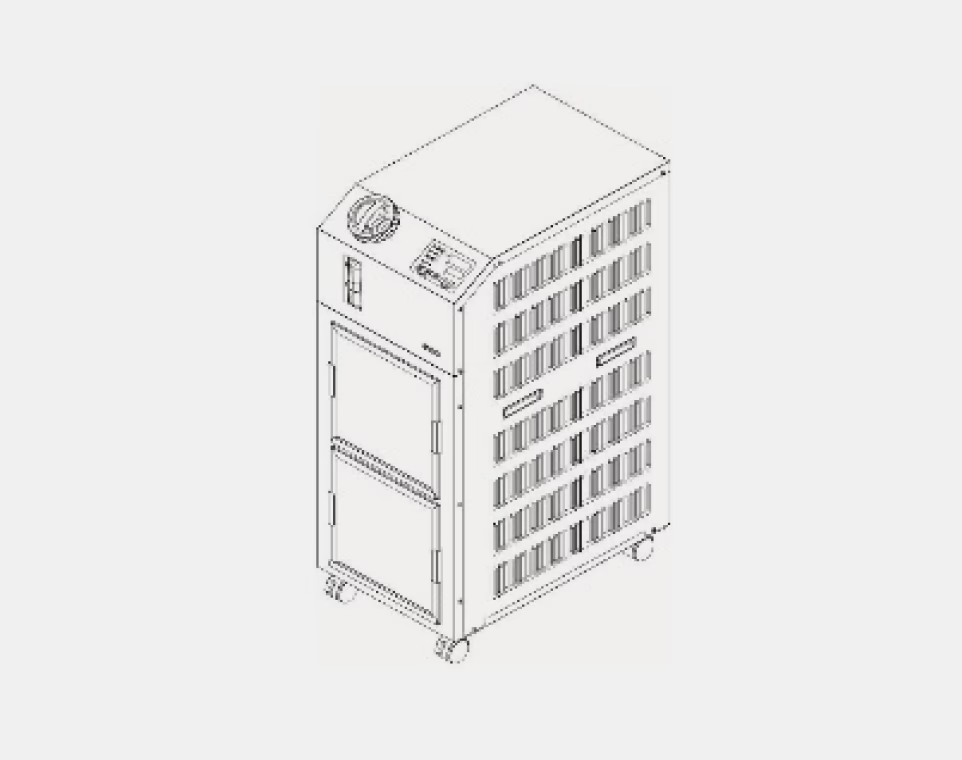
Промышленный чиллер
Мощность охлаждения — 4,5 кВт
Рабочее давление нагнетательного насоса, 23 л/мин / 28 л/мин — 0,21 Мпа / 0,28 МПа
Производительность насоса, 50 Гц / 60 Гц — 23 л/мин / 28 л/мин
Температура охлаждающей жидкости — 5-40 °С
Температурная стабильность — ±0,1 °С
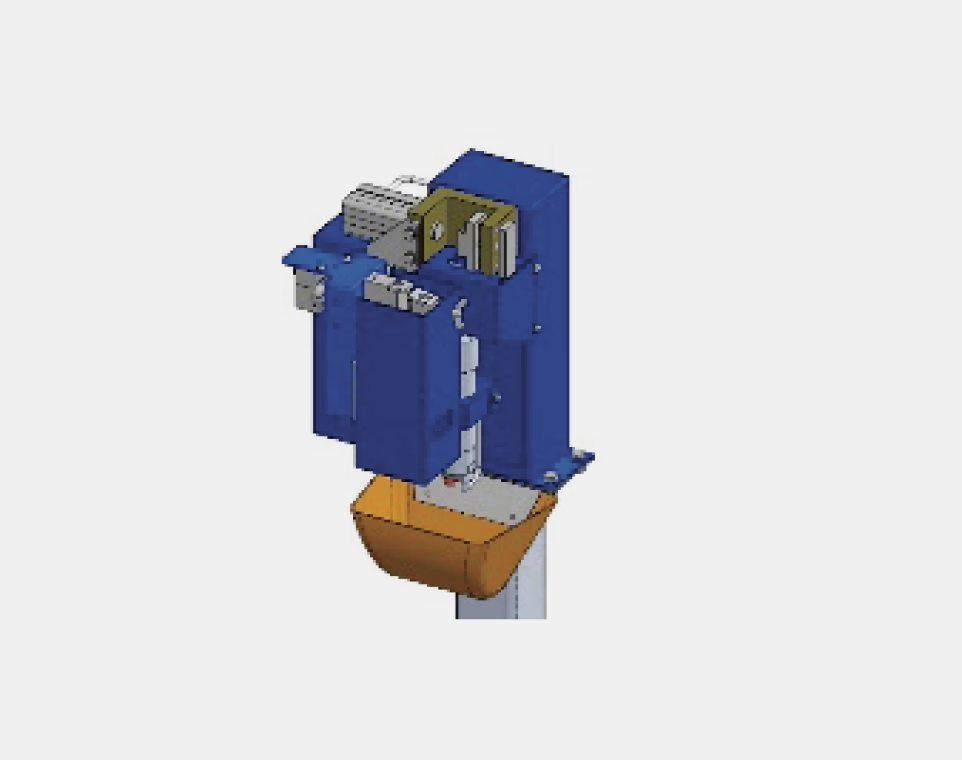
Станция очистки сварочной горелки
Время работы модуля обрезки проволоки — 2-3 с
Время работы модуля очистки сопла — 3-4 с
Время работы модуля впрыска жидкости — 2-3 с

Защитные световые барьеры
Количество лучей — 2 шт.
Время отклика — 2,5 мс
Защищенная высота — 500 мм
Полная высота завесы — 510 мм
Макс. дистанция между приемниками — 12 м
Процесс сварки CMT (Cold Metal Transfer)
Процесс CMT (Cold Metal Transfer) позволяет осуществлять «холодный» перенос металла в процессе сварки (по сравнению с обычным MIG/MAG процессом). При первом обнаружении короткого замыкания, источник питания снижает сварочный ток до минимально допустимого значения; отрыв капли происходит за счет обратного (механического) движения сварочной проволоки. Перенос металла осуществляется при малых значениях тока, благодаря чему обеспечивается минимально возможное тепловложение.
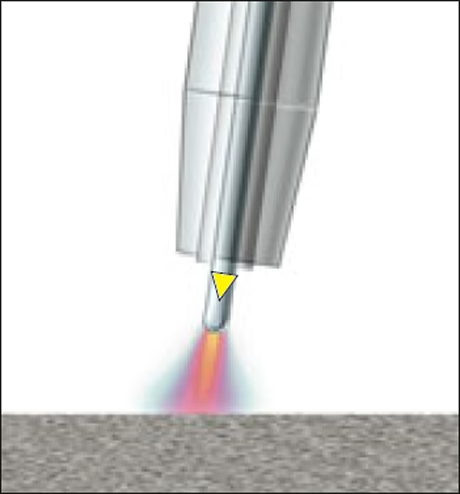
В фазе горения дуги присадочный материал переносится в сварочную ванну.
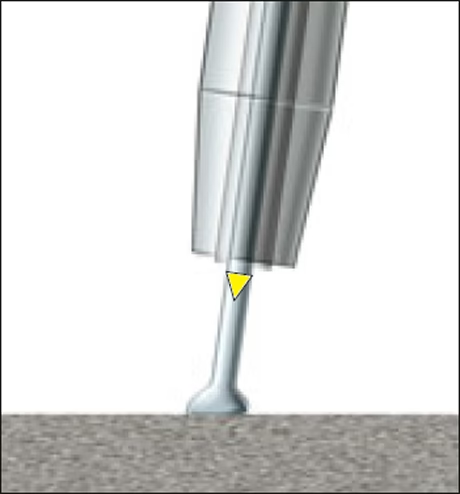
При погружении присадочного материала в ванну дуга гаснет. Сварочный ток уменьшается.
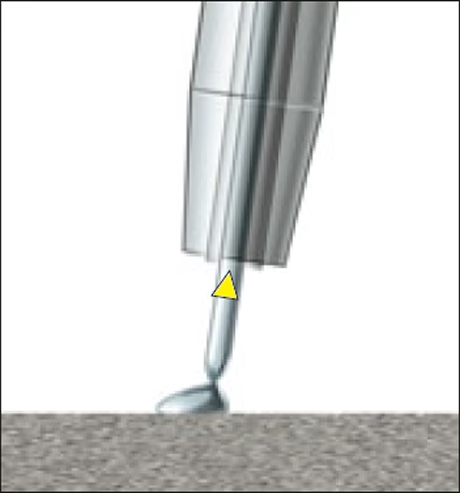
Обратное движение проволоки способствует отрыву капли во время короткого замыкания. Ток короткого замыкания поддерживается на низком уровне.
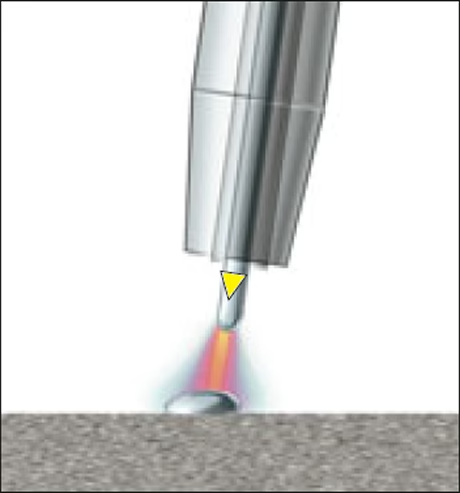
Направление движения проволоки меняется, процесс начинается заново.
Работа комплекса

Автоматизированная оснастка № 1, комплект упоров под типоразмер шкафа № 2
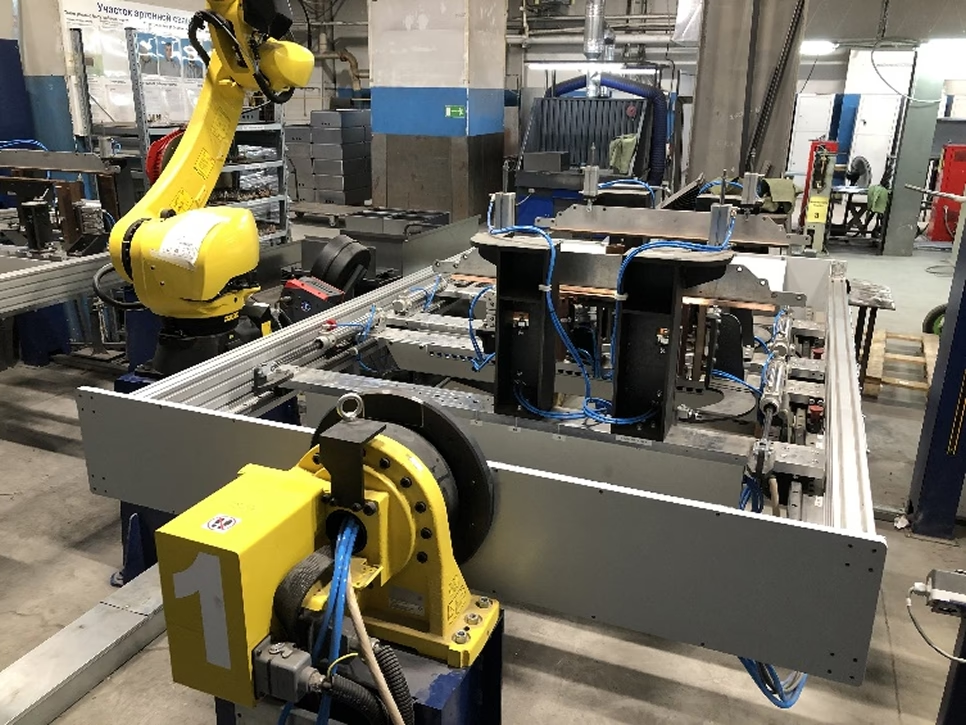
Автоматизированная оснастка № 2, комплект упоров под типоразмер шкафа № 5

Установка боковых крышек шкафа

Установка боковых крышек шкафа

Фиксация шкафа в оснастке перед началом цикла сварки

Фиксация шкафа в оснастке перед началом цикла сварки
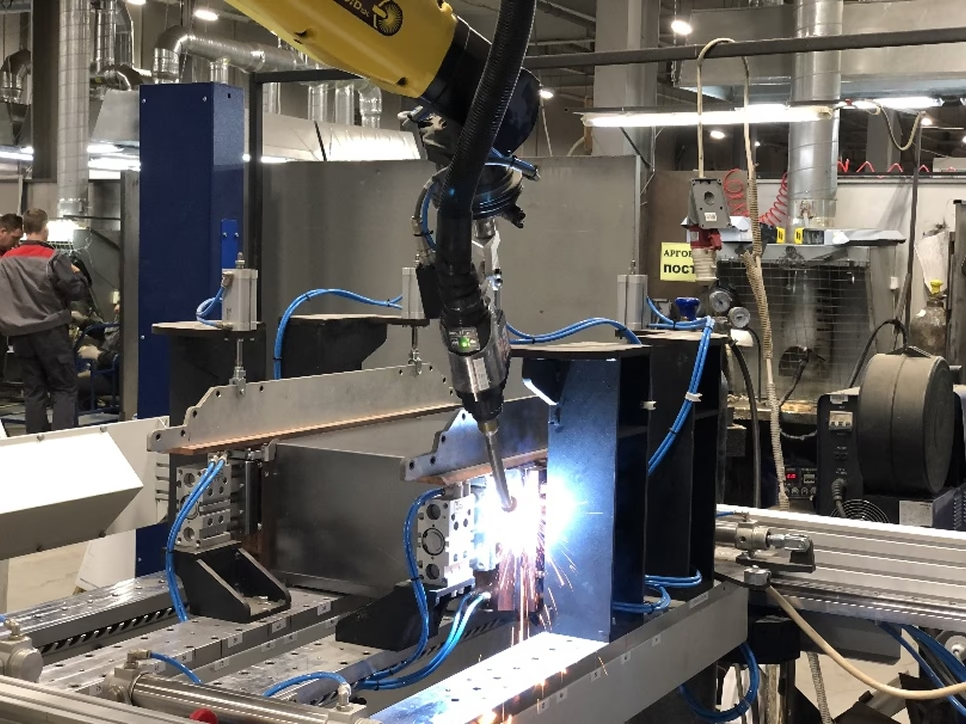
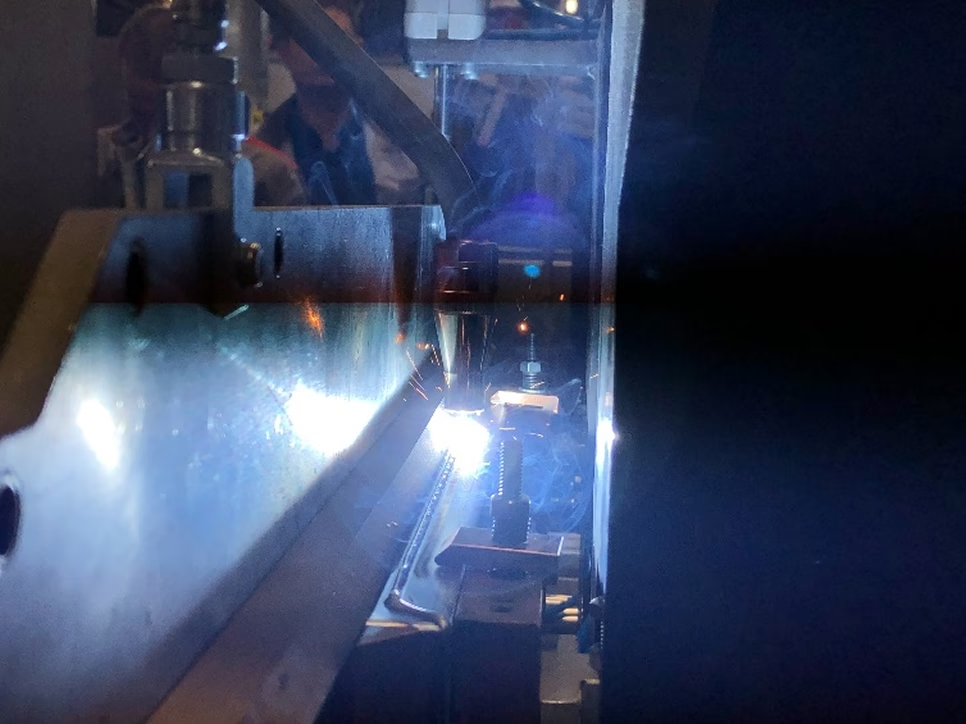
Процесс сварки вертикальных швов, скорость сварки Vсв=200 см/мин
Процесс сварки вертикальных швов, скорость сварки Vсв=200 см/мин
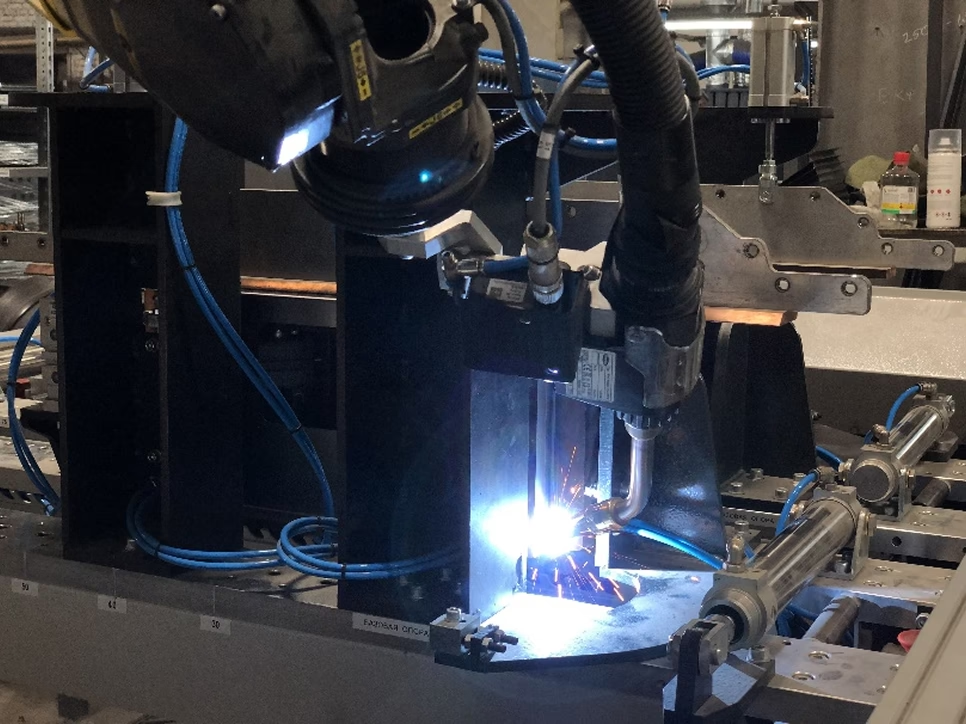
Процесс сварки швов в нижнем положении, Vсв=150 см/мин
Процесс сварки швов в нижнем положении, Vсв=150 см/мин

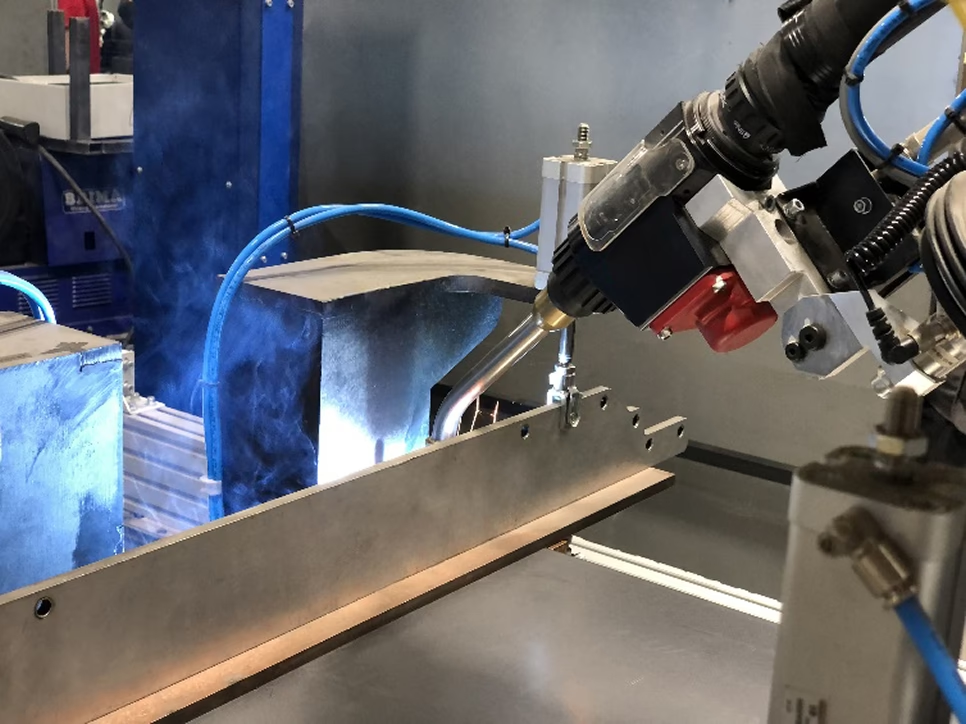
Сварка вертикального шва с внутренней стороны шкафа

Сваренный шкаф в оснастке

Сварной шов, положение PA, Vсв=150 см/мин
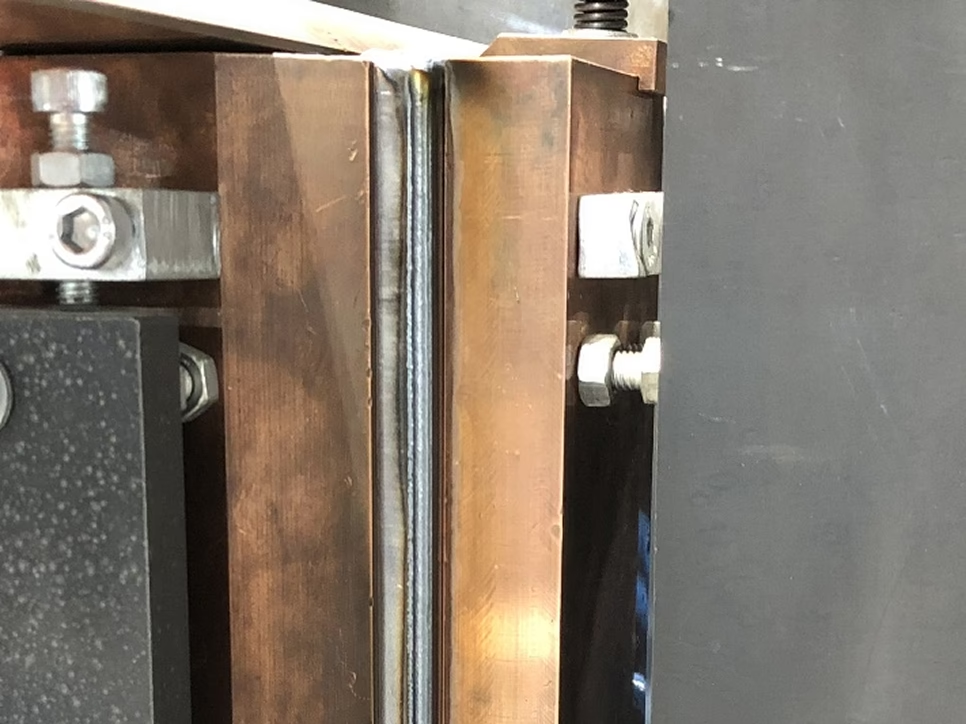
Сварной шов, положение PG, Vсв=200 см/мин

Сварной шов, положение PG, Vсв=200 см/мин

Панель управления оператора

Сваренные изделия
Галерея реализованных проектов














