Установка для сварки в контролируемой атмосфере


Установка для сварки в контролируемой атмосфере мод. IRS 2000.01 предназначена для проведения технологических операций по сварке деталей из химически активных сплавов в инертной среде с целью получения сварных соединений, обеспечение качества которых в традиционных условиях сварки представляет сложность.
Камера установки выдерживает вакуум не менее 5×10-5 мм рт. ст. Скорость натекания в вакуумную камеру 0,7 л·Па/с, время откачки до рабочего вакуума — 30 мин, расход газа за цикл — 8 м3.
Установка имеет в составе трехосевой манипулятор, который позволяет обеспечить максимально удобное положение свариваемого изделия.
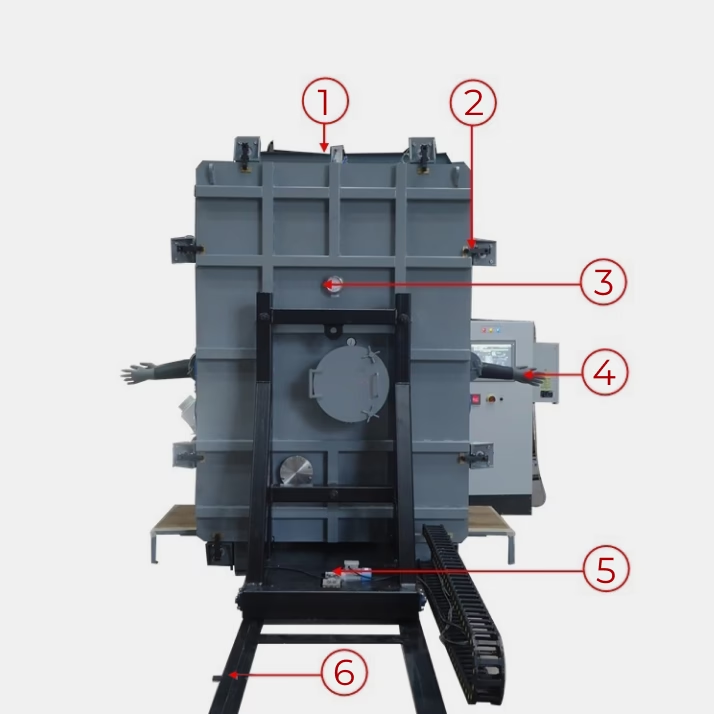
- Дверной концевой выключатель
- Прижимной цилиндр
- Циферблатный манометр
- Перчатки
- Редуктор с двигателем
- Направляющая дверной тележки
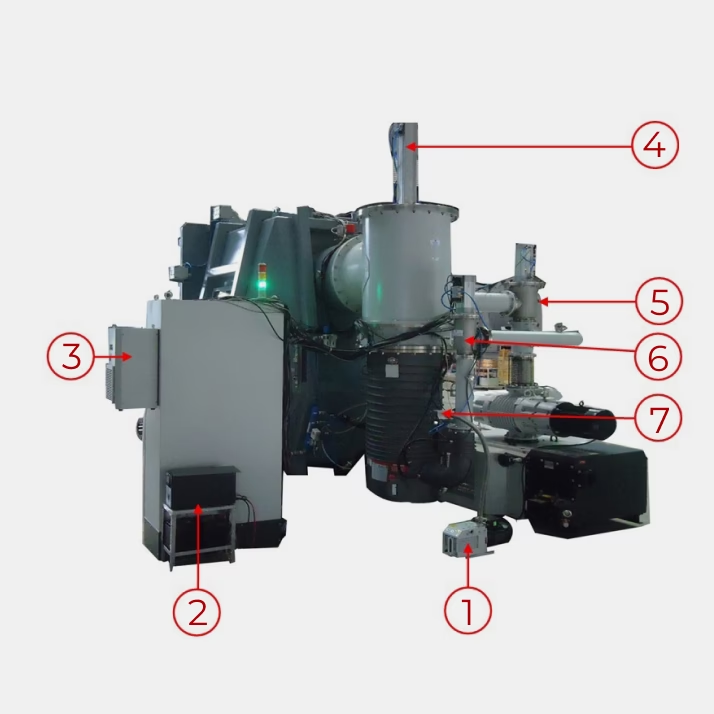
- Насос поддержания давления
- Источник бесперебойного питания
- Программный блок
- Цилиндр высоковакуумного клапана
- Клапан предварительной откачки
- Форвакуумный клапан
- Клапан фиксации
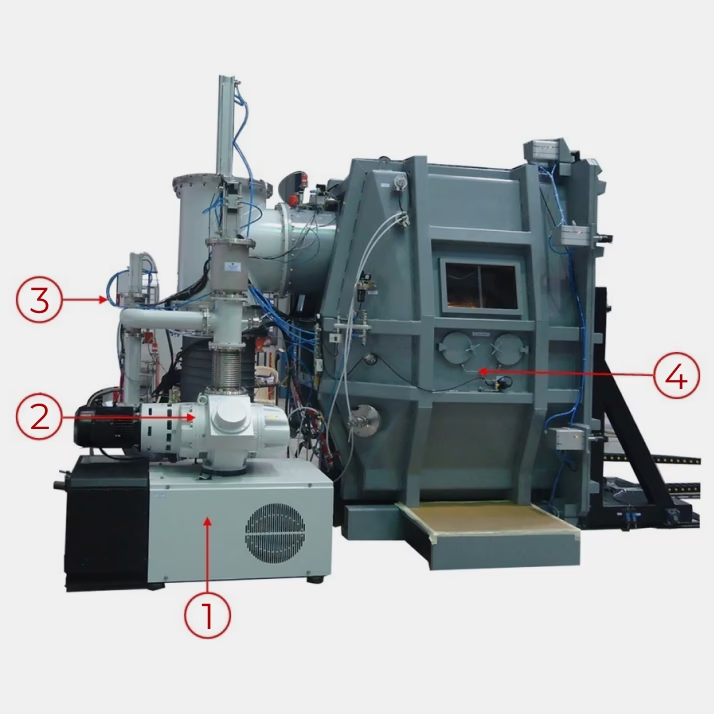
- Роторный насос
- Насос Рутса
- Форвакуумный клапан
- Клапан уравнителя давления перчаточного порта
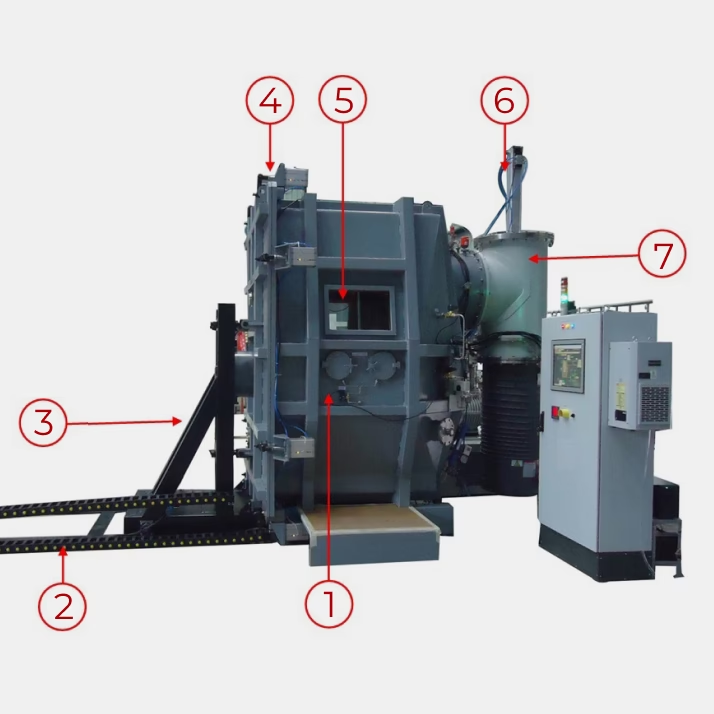
- Клапан уравнителя давления перчаточного порта
- Кабельная цепь силового кабеля
- Дверная тележка
- Пневматический дверной зажим
- Смотровое стекло порта
- Пневматический цилиндр
- Высоковакуумный клапан
Компоненты системы
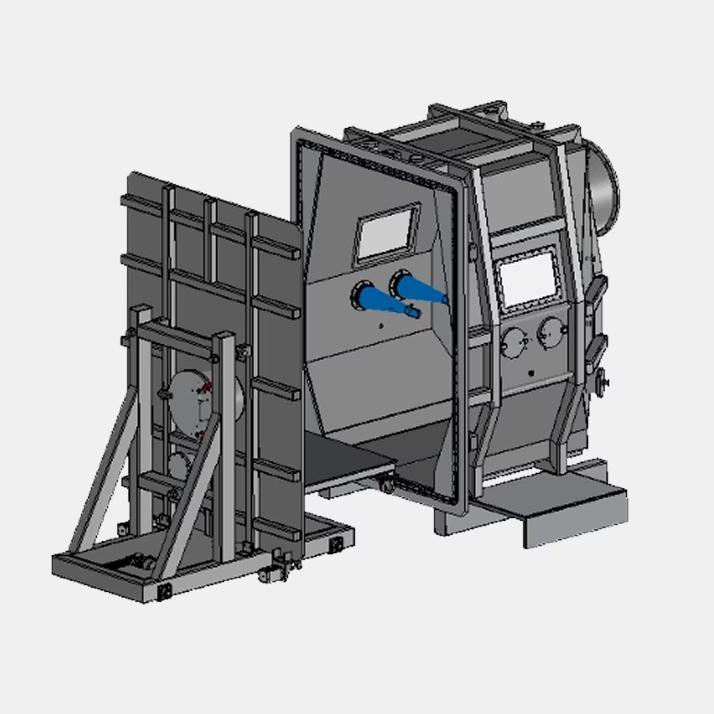
Основная камера
Габаритные размеры д/ш/в — 1700/1600/2300 мм
Объем камеры — 6,25м3
Предельный вакуум — 5×10-5 мм рт. ст.
Скорость натекания — 0,7 л·Па/с
Время откачки до рабочего вакуума — 30 мин
Расход газа за цикл — 8 м3
Напряжение — 3×380 В
Частота — 50 Гц
Макс. потребляемая мощность — 66 кВА
Среда — Аргон

Диффузионный насос
Скорость откачки воздуха — 20 000 л/с
Предельное остаточное давление — 6,7×10-8 мбар
Рабочий диапазон — 1,0×10-2 — 6,7×10-8 мбар
Расход охлаждающей воды, (при давлении 6 бар) — 6 л/мин
Масса — 272 кг

Бустерный насос Рутса
Номинальная быстрота действия — 2050 м3/ч
Предельное остаточное парциальное давление — 8×10-3 мбар
Интенсивность утечки — 5×10-4 л/с
Уровень шума — <80 дБ
Расход охлаждающей воды — 2 л/мин
Мощность двигателя — 7,5 кВт
Масса — 406 кг

Промышленный чиллер
Мощность охлаждения — 20 кВт
Рабочее давление нагнетательного насоса — 0,1–0,5 МПа
Напряжение питания — 380±10% В
Частота сети — 50 Гц
Количество фаз — 3
Температура окружающего воздуха — 10–20 °С
Температура жидкости — 5–35 °С
Температура окружающего воздуха — 5–45 °С

Пластинчато-роторный вакуумный насос
Производительность по атмосферному воздуху — 755 м3/ч
Предельное парциальное давление без газобалласта — 8×10-2 мбар
Предельное остаточное парциально давление без газобалласта — 5×10-2 мм рт. ст.
Уровень шума — 75 дБ
Мощность двигателя — 18,5 кВт
Масса — 17 кг

Вспомогательный форвакуумный насос
Скорость откачки — 8,5 м3/ч
Предельное парциальное давление без газобалласта — 10-4
Предельное остаточное давление без газобалласта — 2×10-3 мбар
Уровень шума без газобалласта — 50 дБ
Номинальная мощность — 0,37 кВт
Масса — 18,9 кг

Сварочный источник питания
Сварочный ток — AC/DC
Охлаждение сварочной горелки — жидкостное
Напряжение сети — 3×400 В ± 15 %
Частота сети — 50/60 Гц
Диапазон сварочного тока TIG — 3 — 500 A
Рабочее напряжение TIG — 10,1 — 30,0 В
Напряжение зажигания — 9,5 кВ
Макс. объем подачи жидкости — 1,6 л/мин
Объём охлаждающей жидкости — 5,5 л
Размеры (с ручкой), д×ш×в — 625×290×705 мм
Вес — 58,2 кг
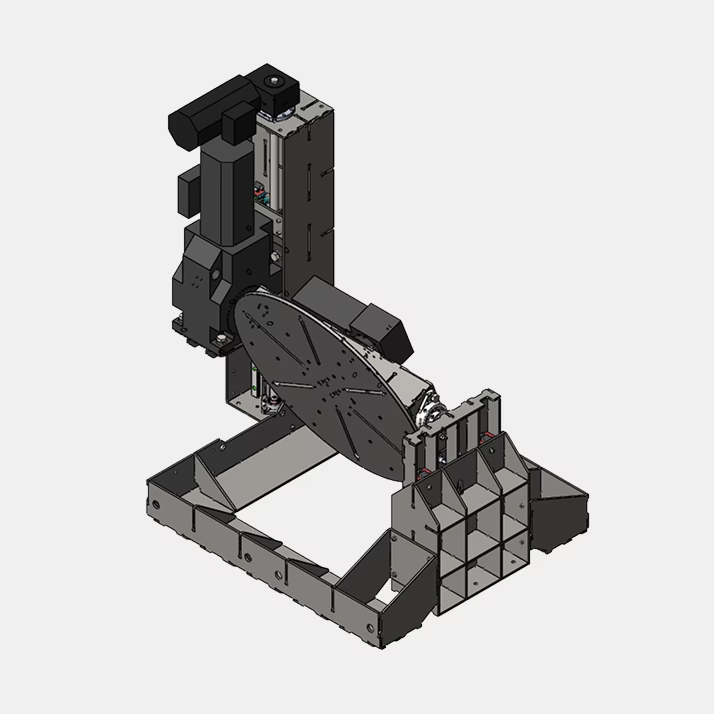
Сварочный манипулятор
Количество осей — 3
Диапазон скоростей вращения — 0–6 об/мин
Грузоподъемность — 500 кг
Диаметр обрабатываемых изделий — 0–800 мм
Угол поворота планшайбы — ± 360°
Диапазон углов наклона планшайбы от горизонтального расположения оси — ±120°
Диаметр планшайбы — 900 мм/p>
Вертикальный ход планшайбы — 0–350 мм
Количество Т-образных пазов в планшайбе — 6
Ширина Т-образных пазов — 14 мм
Габаритные размеры ш×г×в — 1400×1000×1400 мм
Масса — 585 кг
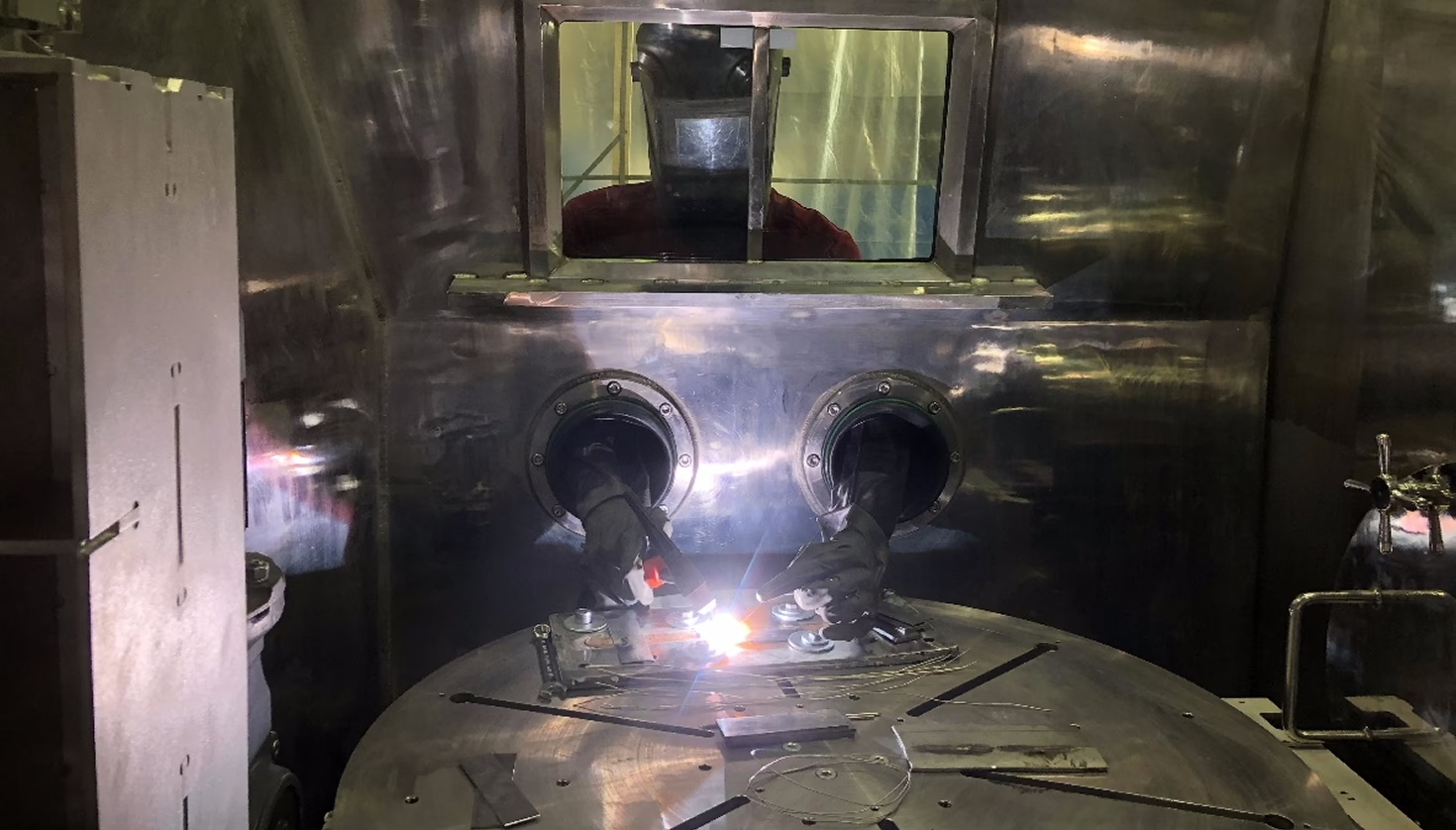
Процесс сварки образцов в камере
Камера изготовлена из немагнитной нержавеющей стали марки 304.
Дверь камеры установлена на откатной каретке.
В камере предусмотрены 4 перчаточных порта диаметром 150 мм.
2 смотровых отверстия позволяют сварщику наблюдать за процессом сварки.
В процессе сварки осуществляется контроль за содержанием примесей H2O, H2O2, и азота в среде аргона внутри камеры.
Вакуумметр и датчик избыточного давления применяются в легкосъемном исполнении.
Галерея реализованных проектов














